Verpakking Details:Geweven zakken en plastic stroken binnen verpakking, houten geval en staalstroken buiten verpakking.
Levertijd:5-10 bevestigden de werkdagen na orde en ontvangen storting
Levering vermogen:5000tons per maand
Galerij
Van het het Roestvrije staalbuizenstelsel van ASTM A312 EN10216 de Maximum 12m Koudgewalste Hete Uitdrijving
Productomschrijving
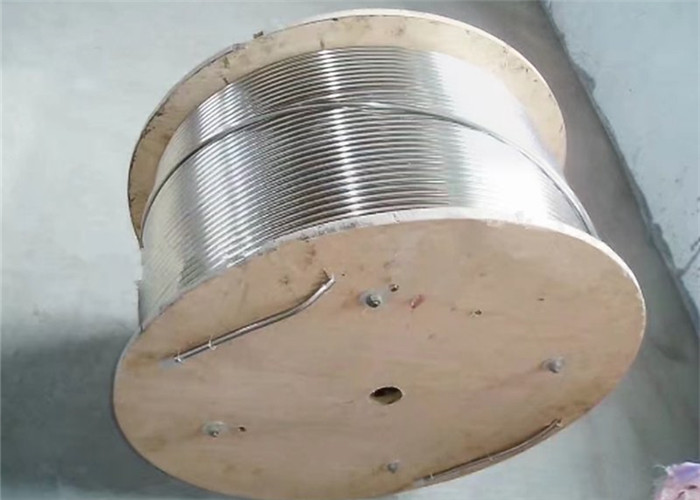
Dikke muur 446 1,4418 de koudgewalste hete uitdrijving van de roestvrij staalbuis pijp
Beschrijving:
De pijp van de het roestvrije staalbuis van ASTM A312 EN10216.
De pijp van de roestvrij staal naadloos buis productieproces 1. Het hete rollen (pijp van het uitdrijvings de naadloze staal): ronde staaf → die → dwars-rolt, het ononderbroken of verwijdering perforatie→ drie-broodje verwarmen die → die van de uitdrijvings→ pijp (of diameter verminderen) rollen rangschikken → die → koelen die hydraulisch test → (of van de gebrekopsporing) rechtmaken → teken → pakhuis
Details: De grondstof voor het rollen van de naadloze buis is een ronde buisspatie, en de ronde buisspatie wordt in een spatie gesneden die een lengte van ongeveer 1 m hebben door een snijmachine, en verzonden naar een oven voor het verwarmen via een transportband. De staaf wordt gevoed in een oven en aan een temperatuur van ongeveer 1200 graden van Celsius verwarmd. De brandstof is waterstof of acetyleen. De controle van de oventemperatuur is een hoofdthema. Nadat de ronde staaf wordt vrijgegeven, wordt het onderworpen aan een machine van het door-gatenponsen. De gemeenschappelijkere perforerende machine is een kegelmachine van het rolponsen. Deze perforerende machine heeft hoge productieefficiency, goede productkwaliteit, grote diameter van perforatie en kan een verscheidenheid van staaltypes dragen. Na perforatie, wordt de ronde staaf gerold, opeenvolgend gerold of door drie broodjes uitgedreven. Na uitdrijving, zou de buis moeten rangschikken. De het rangschikken machine wordt geroteerd bij een hoge snelheid door een kegelboorbeetje in een staalkern om een staalpijp te vormen. De binnendiameter van de staalpijp wordt bepaald door de buitendiameter van het het rangschikken beetje van de machineboor. Nadat de staalpijp is gerangschikt, gaat het de koeltoren in en door waternevel gekoeld. Nadat de staalpijp wordt gekoeld, wordt het rechtgemaakt. Nadat de staalpijp wordt rechtgemaakt, wordt het verzonden naar een detector van het metaalgebrek (of de test van de waterdruk) door een transportband voor interne gebrekopsporing. Als er barsten binnen de staalpijp zijn, zullen de bellen en andere problemen worden ontdekt. Na de kwaliteitscontrole van de staalpijp, moet het zorgvuldig met de hand worden geselecteerd. Na de kwaliteitscontrole van de staalpijp, wordt de verf bespoten met het aantal, de specificatie, het aantal van de productiepartij, enz. Het wordt gehesen in het pakhuis door een kraan.
2. Koudgetrokken (gerolde) naadloze staalpijp: ronde buisstaaf → die → die perforatie → hoofd→ verwarmen → ontharden die het oli?en → (verkoperen) inleggen → multi-pass koude thermische behandeling → die van de tekenings (het koude rollen) → lege buis → →marking→into →Hydraulic van de druktest (inspectie) rechtmaken het pakhuis.
De het rollen methode van koudgetrokken (gerolde) naadloze staalpijp is ingewikkelder dan het hete rollen (pijp van het uitdrijvings de naadloze staal). De eerste drie stappen van hun productieproces zijn fundamenteel hetzelfde. Het verschil begint met de vierde stap. Nadat de ronde staaf uit wordt uitgehold, wordt het vereist om te beginnen en te ontharden. Na het ontharden, is het zuur gewassen met een speciale zuurrijke vloeistof. Na het inleggen, pas olie toe. Dit wordt gevolgd door een multi-pass koude tekening (het koude rollen) van de lege buis, gevolgd door een speciale thermische behandeling. Na thermische behandeling, wordt het rechtgemaakt.